Desmineralización de agua por ósmosis inversa para alimentación de calderas

Promoción Bombas Grundfos
11 de septiembre de 2017
Mejoramos la calidad de agua en la ciudad de San Jorge
22 de enero de 2018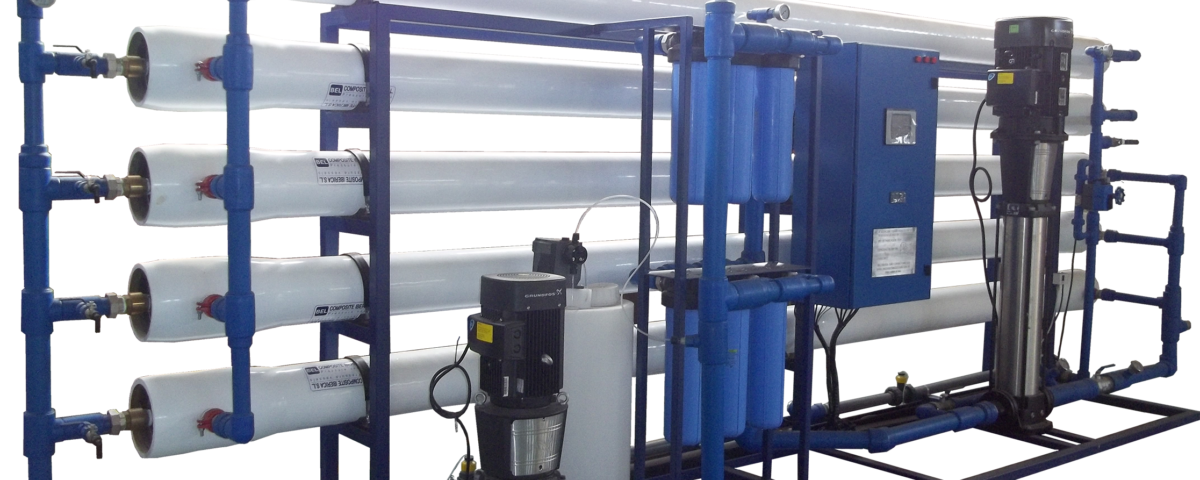
BENEFICIOS AMBIENTALES Y ECONÓMICOS

El tratamiento de agua de alimentación a caldera se utiliza para reducir los problemas operativos de la misma como consecuencia de la concentración de sales que se generan en su interior y de algunos compuestos muy dañinos para el funcionamiento de la caldera.
En función de la salinidad de alimentación del agua, se debe acondicionar a la misma con soluciones químicas como tenso activos, dispersantes, secuestrantes, anti incrustantes y reguladores de pH y oxígeno disuelto entre otros; o utilización de tratamientos físico químicos como ablandadores y osmosis inversa.
En el siguiente artículo, Ingeniería Siri demostrará las ventajas de la osmosis inversa en el tratamiento de agua para caldera y los beneficios económicos y estructurales que se generan.
Inconvenientes producidos por la falta de control de las condiciones del agua de alimentación.
- Incrustación: se generan depósitos salinos sobre las paredes interiores de la caldera formando una resistencia extra a la transmisión de calor. Debido a esto, se pueden generar recalentamientos locales y excesivas dilataciones que provocan la rotura de los materiales. Las incrustaciones son generadas por precipitados de carbonatos y sulfatos de calcio.
- Arrastres: relacionado a la viscosidad del agua y su tensión superficial, como consecuencia, se forma espuma que genera un arrastre de gotas de agua reduciendo el rendimiento energético del sistema por la reducción de la entalpía del vapor. Otro tipo de arrastre son los minerales y compuestos químicos que viajan con el vapor y generan deterioro de las cañerías.
- Corrosión: de orígenes diversos, está relacionada básicamente al porcentaje de oxígeno disuelto, pH y composición fisicoquímica del agua en el interior de la caldera.
Como determinar los ciclos de una caldera y el porcentaje de purga.
En la Figura Nº 1, se observa un esquema simplificado del proceso en el que interviene una caldera. El agua de alimentación tiene una concentración de sales C1 y un caudal Q1 que puede estar compuesta solamente por agua de pozo o mezcla de agua de pozo y retorno del condensado. Dentro de la caldera, se tiene una concentración de sales C2 que es igual a la concentración del caudal q de la purga. Para el vapor, con caudal Q3, se considera que no hay arrastre y por tal motivo, la concentración de sales C3 es igual a cero.
Figura Nº 1: Esquema simplificado del proceso
Del balance de masa, se puede determinar la concertación de sales en el domo de la caldera en función de la concentración del agua de alimentación y la relación caudal de alimentación caudal de purga.
C2 = C1 x ( Q1/q )
El Nº de ciclos = C2/C1 = ( Q3 + q )/q
Características límites que deben mantenerse en el interior de agua de caldera
Las condiciones del agua de caldera es función entre otras cosas de la presión de trabajo. Para el presente estudio se puede tomar como parámetros los de la tabla siguiente:
| PARAMETRO | VALOR RECOMENDADO |
| DUREZA TOTAL | MENOR A 2 PPM |
| CONTENIDO DE OXIGENO | MENOR A 8 PPB |
| SULFITO DE SODIO | 30 – 70 PPM |
| HIDRAZINA | 0,1 – 10 PPM |
| TANINOS | 120 – 180 PPM |
| DIETILHIDROXILAMINA | 0,1-1 PPM |
| FOSFATO Na3PO4 | 30 – 60 PPM |
| DIOXIDO DE CARBONO | MENOR A 25 PPM |
| CONTENIDO TOTAL DE HIERRO | MENOR A 3 PPM |
| SILICE | 150 PPM |
| ALCALINIDAD TOTAL CaCO3 | MENOR A 700 PPM |
| SOLIDOS DISUELTOS TOTALES | MENOR A 3500 PPM |
| SOLIDOS EN SUSPENSIÓN | MENOR A 200 PPM |
| CONDUCTIVIDAD | MENOR A 7000 uS / CM |
| pH A 25 ºC | 10,5 – 11,8 |
| CONDICION GENRAL | INCOLORO, CLARO Y LIBRE |
| DE AGENTES INSOLUBLES |
Tabla Nº 1 – Parámetros de trabajo (extraída de BS 2486)
Demostración con un caso de los ahorros energéticos que se pueden alcanzar utilizando agua de osmosis inversa como fuente de alimentación a calderas sin recupero de condensado.
Además de lo desarrollado, hay otros ahorros asociados relacionados al costo operativo por aumento de la eficiencia de la transmisión del calor = menor consumo de combustible.
Para este caso en particular, Ingeniería Siri Consultora, toma como base una caldera que produce 3 toneladas de vapor por hora a 10kg/cm de presión. Los balances energéticos se realizan para diferentes aguas de alimentación que varían su salinidad de 50 a 3100 ppm (concentración C1).
El Gráfico Nº 1 describe el gasto extra de energía consumida por la caldera cuando varían las condiciones de entrada de C1 de 50 a 3100 ppm. Esto se ve reflejado en un aumento en los caudales de purga y en el consumo de combustible.
Si se considera como punto de partida un agua de alimentación con una concentración C1=50ppm, este es el consumo ideal de combustible de la caldera, se observa que un aumento en la salinidad del agua de alimentación genera un aumento en el uso de combustible por hora de funcionamiento de la caldera (Gráfico Nº 1).
El Gráfico Nº 2 muestra el aumento del caudal de alimentación necesario para mantener la concentración límite de sales en el interior de la caldera en función del aumento de la salinidad C1 de ingreso.
Si se toman nuevamente como base ideal los valores obtenidos para una salinidad C1= 50ppm, se observa que el caudal de alimentación aumenta debido a la necesidad del aumento de la purga.
Se puede observar que en los Gráficos Nº1 y Nº 2, el caso ideal sería trabajar en el rango de salinidad del agua de entre 50-100 ppm.
Para lograr este objetivo, Ingeniería Siri Consultora, instaló un equipo desmineralizador por osmosis inversa modelo ISC OI-8B4-04 (Figura Nº2: Planta 25 m3). Este equipo trabajó con una salinidad límite de 4000ppm y su producción es de 4000lph. La alimentación al equipo es de 8000lph y el consumo de energía es de 6kw/hs.
La extracción del exceso de agua para la instalación del equipo de osmosis es de 7kw/hs, tomando como base los 6kw/hs del equipo de osmosis y el consumo de las bombas de extracción de agua menos el caso ideal.
Conclusión
De lo desarrollado con anterioridad se pueden concluir los siguientes puntos a favor en el uso de osmosis inversa para tratar el agua de alimentación:
- Se genera una purga del orden de 1% del caudal de alimentación
- Se genera un ahorro en el consumo de combustibles del orden del 7% si se resta el consumo de energía eléctrica en Kw/hs generados por la osmosis y bombas.
- Si la salinidad del agua de alimentación es mayor a 2000ppm, el consumo de agua de la osmosis inversa es menor al consumo de agua sin tratar de la caldera.
- El nivel de consumo de químicos se reduce a un 60%.
Para calderas con recupero de condensado, los valores anteriores se reducen un poco pero sigue siendo muy rentable:
- Los ahorros en el consumo de combustible son del orden del 1.5%
- Los demás parámetros se mantienen en torno a los valores desarrollados.
Como conclusión general:
Las ventajas desarrolladas por Ingeniería Siri Consultora para el caso anterior, caldera que produce 3000 kg/hs de vapor, se extienden para calderas de mayor producción. Es evidente que el recupero de la inversión es inmediata y aumenta su recupero para calderas de mayor tamaño.
Es por esto, que nuestra Consultora, con más de 25 años de trayectoria en el mercado, diseña, fabrica, provee e instala equipos de osmosis inversa, para entre otras ventajas, mejorar la calidad del agua de alimentación de la caldera y contribuir al ahorro energético de su empresa.




{kind=link}
{kind=link}
{kind=link}
{kind=link}